MBR水处理工艺未来将如何突破发展瓶颈?
 摘要:
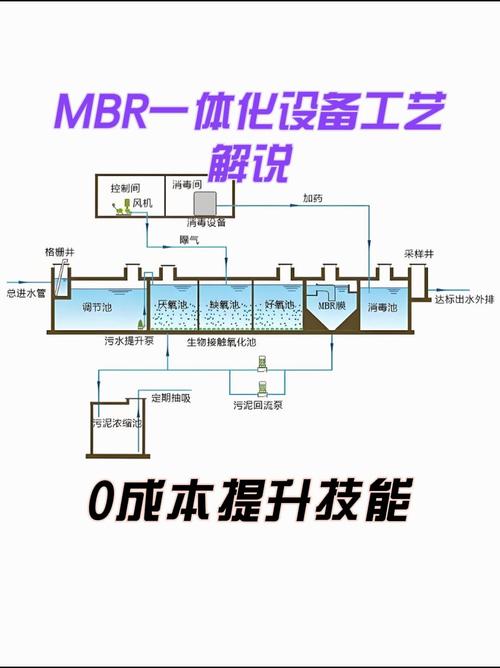
膜材料与组件的创新:追求高性能与低成本膜是MBR的“心脏”,其性能直接决定了系统的效率和成本,当前膜材料与组件的创新主要集中在:新型膜材料的研发:亲水性改性: 通过共混、接枝、涂层...
摘要:
膜材料与组件的创新:追求高性能与低成本膜是MBR的“心脏”,其性能直接决定了系统的效率和成本,当前膜材料与组件的创新主要集中在:新型膜材料的研发:亲水性改性: 通过共混、接枝、涂层... 膜材料与组件的创新:追求高性能与低成本
膜是MBR的“心脏”,其性能直接决定了系统的效率和成本,当前膜材料与组件的创新主要集中在:
(图片来源网络,侵删)
-
新型膜材料的研发:
- 亲水性改性: 通过共混、接枝、涂层等技术,在现有膜材料(如PVDF、PES)表面引入亲水性基团(如羟基、氨基),以减少膜污染,提高通量和运行稳定性。
- 抗污染与抗菌改性: 将具有抗生物污染(如两性离子聚合物、聚乙二醇)和杀菌(如纳米银、二氧化钛、季铵盐)功能的材料引入膜中,从源头抑制微生物粘附和生物膜形成。
- 新型膜材料探索: 探索如聚醚砜酮、聚醚酰亚胺等新型高分子材料,或开发陶瓷-有机杂化膜,以期获得更好的化学稳定性、机械强度和通量。
-
膜组件结构的优化:
- 高通量与低压运行: 优化膜丝的孔隙率、孔径分布和膜丝排列,设计能产生更优流场的组件,实现在低压差下获得高膜通量,从而大幅降低能耗。
- 易于清洗与维护: 开发模块化、抽屉式设计的膜组件,方便快速更换和在线维护,减少停机时间,优化曝气方式,确保膜表面冲刷均匀,防止死角污染。
-
成本的持续降低:
- 国产化与规模化生产: 随着国内MBR膜制造技术的成熟和规模化生产,膜组件的投资成本正在逐年下降。
- 延长膜寿命: 通过材料创新和优化运行管理,延长膜的化学清洗周期和整体使用寿命,从而降低长期运营成本。
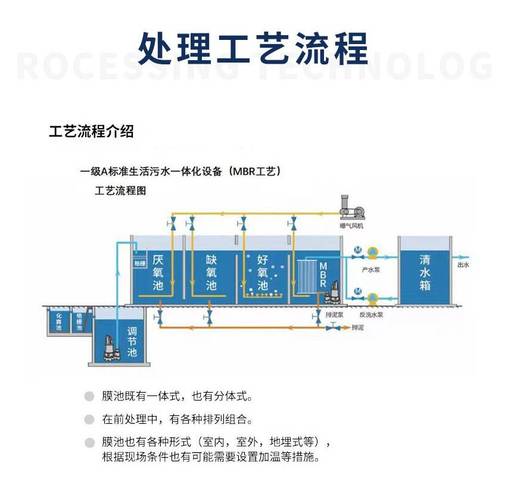
工艺流程的优化与集成:提升效率与降低能耗
MBR工艺本身也在不断“进化”,与其他技术的结合使其功能更强大。
(图片来源网络,侵删)
-
与厌氧/好氧工艺的深度耦合:
- A²O-MBR(厌氧-缺氧-好氧-MBR): 这是目前市政污水处理的主流工艺,未来的趋势是优化各段水力停留时间和污泥浓度,实现更高效的脱氮除磷。
- AnMBR(厌氧膜生物反应器): 这是当前最热门的发展方向之一,它将厌氧消化与膜分离结合,可直接处理高浓度有机废水(如食品、养殖、垃圾渗滤液),在实现有机物去除的同时,产生高价值的沼气(能源回收),AnMBR的挑战在于如何控制膜污染和维持高效的污泥颗粒化,未来研究将聚焦于此。
-
与其他高级氧化/深度处理技术的联用:
- MBR + 高级氧化: MBR作为预处理,确保后续高级氧化工艺(如臭氧、过氧化氢、UV)的稳定运行,可进一步降解微量难降解有机污染物、内分泌干扰物等,实现“准IV类水”甚至更高的回用标准。
- MBR + 纳滤/反渗透: MBR作为RO系统的理想预处理,其优质出水可极大地减轻RO膜的污染负荷,延长RO膜寿命,降低整体水处理成本,适用于高品质再生水(如电子、制药行业)和污水资源化项目。
-
智慧化与精准控制:
- 基于数据驱动的智能控制: 利用在线传感器(如浊度、DO、ORP、MLSS、膜通量)和大数据分析,建立MBR系统的数学模型,通过AI算法,实现对曝气量、抽停时间、化学清洗周期等关键参数的实时、动态、精准调控,在保证出水水质的前提下,最大限度地降低能耗和药耗。
- 数字孪生: 为MBR系统建立虚拟模型,用于模拟、预测和优化系统性能,辅助操作人员进行故障诊断和决策。
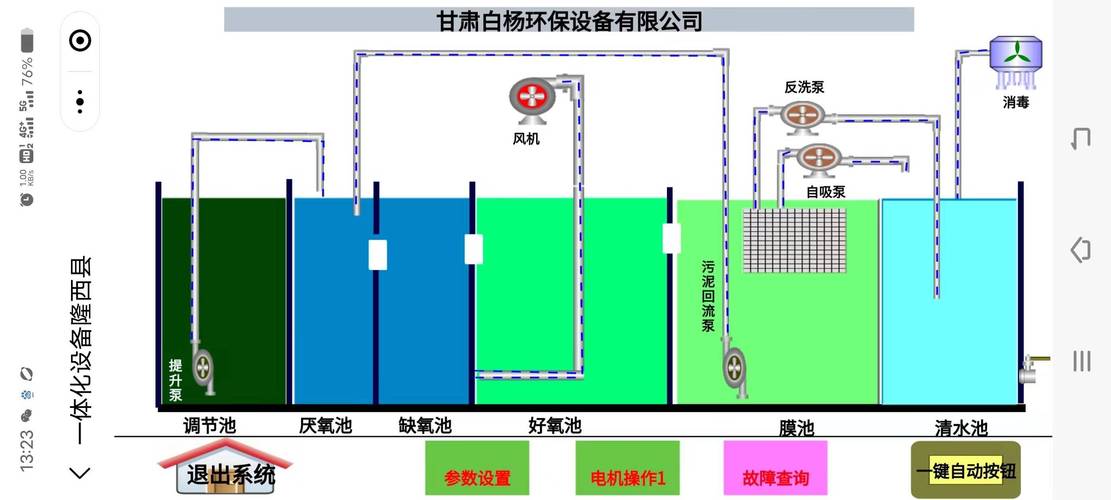
智能化与自动化的升级:迈向“无人值守”
- 预测性维护: 通过分析历史数据和实时监测数据,预测膜污染趋势、设备故障(如泵、风机),提前进行维护,避免突发性停机。
- 全流程自动化: 从进水、曝气、过滤、反洗、清洗到出水的全过程实现PLC/DCS自动化控制,减少人工干预,提高运行的稳定性和可靠性。
- 远程监控与运维: 通过物联网技术,管理人员可以随时随地通过电脑或手机远程监控MBR系统的运行状态,实现跨地域的集中运维管理。
应用领域的拓展与深化:从“处理”到“资源化”
- 市政污水: 从传统的污水处理厂升级改造,向“分散式、小型化”发展,应用于村镇污水、建筑中水等场景,向“污水资源化能源厂”转型,回收水资源、能源(沼气/热能)和营养物质(磷、氮)。
- 工业废水: 针对特定高难度工业废水(如垃圾渗滤液、煤化工、印染、制药等),开发定制化的MBR组合工艺,成为实现废水“零排放”或高回用率的关键环节。
- 微污染水源水处理: MBR技术因其优异的微生物截留能力,也被用于处理受微污染(如氨氮、有机物)的地表水,作为自来水厂的预处理工艺,保障饮用水安全。
可持续性与低碳化:贯穿全生命周期的考量
- 能耗最小化: 这是MBR技术可持续发展的核心,未来的重点在于:
- 降低膜过滤能耗: 开发低能耗膜组件和优化抽吸模式。
- 降低曝气能耗: 通过精确控制DO浓度、开发高效曝气器(如 fine bubble aerator)和优化曝气策略,减少不必要的曝气量,MBR的能耗主要集中在曝气和抽吸上,这两部分的优化是关键。
- 资源回收:
- 磷回收: MBR系统中的高浓度污泥为磷回收提供了理想的原料,通过在MBR前或后增加化学或生物除磷单元,将磷以鸟粪石(磷酸铵镁)等形式回收,作为缓释肥料。
- 污泥减量与能源化: 结合AnMBR技术,将污泥转化为沼气发电或提纯为生物天然气,实现能源自给甚至外输。
- 全生命周期评估: 在设计和选型阶段,综合考虑MBR系统从制造、安装、运行到报废的全过程的碳足迹,选择更环保的材料和更节能的工艺。
MBR水处理工艺的发展趋势可以概括为:以膜材料创新为基础,以工艺优化和智能化为手段,以降低成本和能耗为目标,最终实现从“高效水处理”到“智慧化资源能源回收”的全面升级。 MBR将不再仅仅是一个污水处理单元,而是集水资源再生、能源回收、物质循环于一体的核心环节,在构建可持续水环境和循环经济中扮演越来越重要的角色。
(图片来源网络,侵删)
文章版权及转载声明
作者:99ANYc3cd6本文地址:https://bj-citytv.com/post/863.html发布于 2025-12-10
文章转载或复制请以超链接形式并注明出处北京城市TV